

コンサルティング
機器設置
設計施工

その他
三幸製菓株式会社様 荒川工場
食品
排水ソリューション
曝気ブロワに係る消費電力の削減と
汚泥脱水の安定化を実現
汚泥脱水の安定化を実現
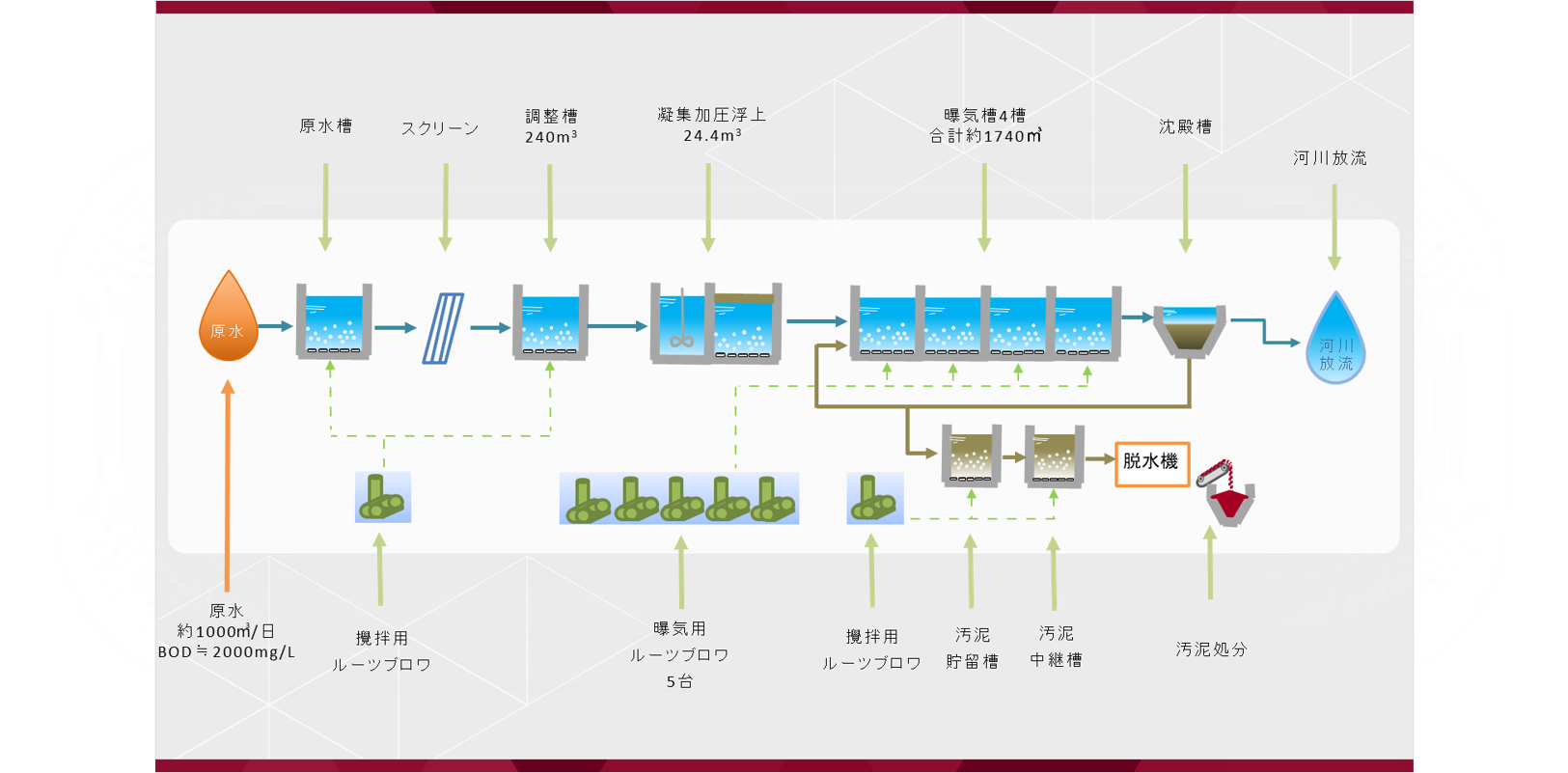
既存ルーツブロワを消費電力の少ないターボブロワに変更し、曝気に係る消費電力を大幅削減した。同時にDO計も導入することで、曝気槽の運転状況を把握でき、原水負荷に合わせて曝気風量をPID制御できるシステムを構築した。
また脱水機の更新および凝集条件の見直しを実施し、従来に比べて汚泥含水率を低減して産業廃棄物処理の削減に繋がった。
また脱水機の更新および凝集条件の見直しを実施し、従来に比べて汚泥含水率を低減して産業廃棄物処理の削減に繋がった。
お持ちの課題
ご相談内容
昨今の電気料金上昇に伴い、排水設備に係る電気代の上昇が課題であった。設備の見直しを行い電気代削減を行うため、長瀬産業に相談した。
課題発生時の状況
排水設備調査の結果、消費電力の大部分は曝気槽のルーツブロワ(5台)が占めており、この削減が課題であった。また脱水機に関しては脱水ケーキの含水率の変動が見られ、凝集不良時に含水率の高い状態の汚泥が排出されており、産業廃棄物処理量の低減が課題であった。
現状から導かれた初期仮説
1.曝気槽のルーツブロワを高効率ブロワに変更することで、排水設備に係る消費電力を削減可能であると判断した。
2.曝気槽MLSSなどの運転状況を最適化し、原水負荷変動に追従する風量制御とすることで、さらなる曝気動力の削減の可能性が示唆された。
3.脱水機の凝集条件を見直すことで、脱水ケーキの含水率削減・安定化が示唆された。
解決への取り組み
ターボブロワの更新と曝気槽へのDO計設置、および脱水機の増強
ルーツブロワに比べて消費電力の少ないターボブロワを設置し、さらに曝気槽にDO計を設置することで負荷変動に応じた風量制御システムを導入した。また脱水機に関しては既存の多重円盤脱水機よりも能力の高い機種を選定して処理能力増強と運転時間短縮を図り、さらに従来のノニオン高分子1液凝集処理からアニオン+カチオンの2液凝集処理に変更した。
得られた成果
30%以上の曝気動力削減、脱水機運転時間の低減と脱水ケーキ性状の安定化
曝気槽用のルーツブロワ5台をターボブロワ2台に置き換え、さらに風量を適切な数値に調整することで、従来よりも消費電力を30%以上削減した。また曝気槽へ設置したDO計により、曝気槽の運転状態が可視化された。現状では高MLSSの運転となっているが、さらにMLSSを低減することで曝気槽のDOが上がりやすくなり、さらなる消費電力の削減も視野に入れて運転調整を行っていく。一方で脱水機については従来24時間/日で運転していたものが、16時間/日の運転で対応できるようになった。また汚泥の含水率も80%程度を安定して維持できるようになり、汚泥量削減を実現した。
対応後

対応前
Before | 数値 |
|---|---|
曝気動力 | 125.5 kW |
脱水機処理能力 | 15 kg-DS/h |
脱水ケーキ含水率 | 89%(想定) |
対応後
After | 数値 |
|---|---|
曝気動力 | 84.3 kW |
脱水機処理能力 | 30 kg-DS/h |
脱水ケーキ含水率 | 81.5% |
資料ダウンロード
この事例で使用した
ソリューション
ソリューション

この事例で使用した
ソリューション
ソリューション
ヘリオス
SK-250UP ~ SK-1000UP
安定した汚泥処理を実現する
多重円盤型脱水機
コンパクトで省エネルギーでありながら、安定して高い脱水能力を発揮します。

おすすめの関連事例
本件に関するお問い合わせ
下のフォームにお問い合わせ内容をご入力いただき、
個人情報の取り扱いに同意のうえ「送信」ボタンを押してください。

お客さまの課題解決にさまざまなサポートを提供
お問い合わせ
コメント