- 電動化
xEV向けモーターコア材料の性能向上のために必要な技術とは?|低損失・高効率化への取り組み
xEV向けモーターコアでは、高効率化・低損失化が重要なテーマとなっています。本記事では、モーターコア材料の高効率・低損失化を高めるために避けては通れない課題と、更なる進化に向けて重要視すべきプロセスについて解説します。
イシュー
世界の電動モーター市場は2033年までに400億ドル規模に達すると予測されています。
2026年から2033年にかけて、CAGR(年平均成長率)は8.5%の力強い成長を続けていくというレポートも存在します※ 1。
この市場を牽引しているのは、単なる動力源の置換ではなく、産業のあらゆる局面における電動化変革です。
電気自動車(xEV)において、モーターの性能は製品の航続距離や市場競争力を直接決定づける因子となります。
その心臓部を構成するモーターコアは、エネルギー変換効率、静粛性、熱マネジメントを左右する最重要部品です。
以降の解説では、設計者が直面する物理的課題を掘り下げ、モーターの性能を最大限まで高めるためのモーターコアの特性について、「加工工程での変質」に着目し、その核心に迫ります。
※1 Electric Motor Market Size & Share | Industry Report, 2033
エネルギー効率の主因となる「鉄損」の物理的メカニズム
モーターのさらなる高出力化・小型化を進める上で、設計者は常に3 つの物理的な「壁」に突き当たります。
モーター効率の向上において、最大の敵となるのが鉄損です。
鉄損Pi は一般に、磁区の回転や移動に伴うヒステリシス損Whと、磁束変化によって生じる渦電流損Weの合計として表されます。
Pi = Wh + We = ηfB 1.6+ εf 2B2
η :ヒステリシス係数
f :周波数
B :磁束密度
ε:渦電流損係数(材料定数)
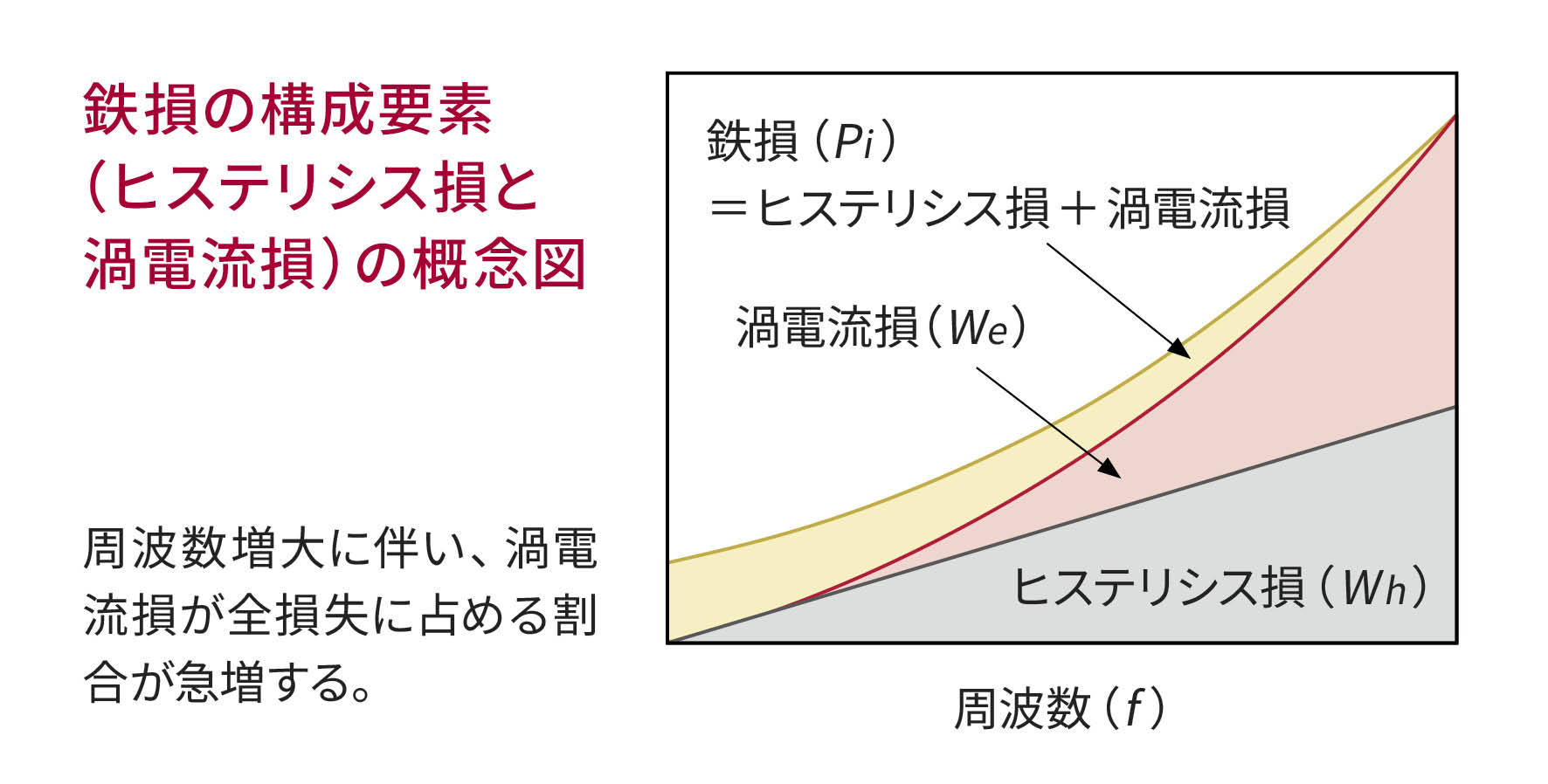
ここで重要なのは、近年のトレンドであるモーターの高回転化(高周波駆動化)です。前掲式が示す通り、渦電流損は周波数の2乗に比例して増大するため、高回転域では損失が二次関数的に跳ね上がります 。
取り組み内容
熱マネジメントのボトルネックとしての「占積率」
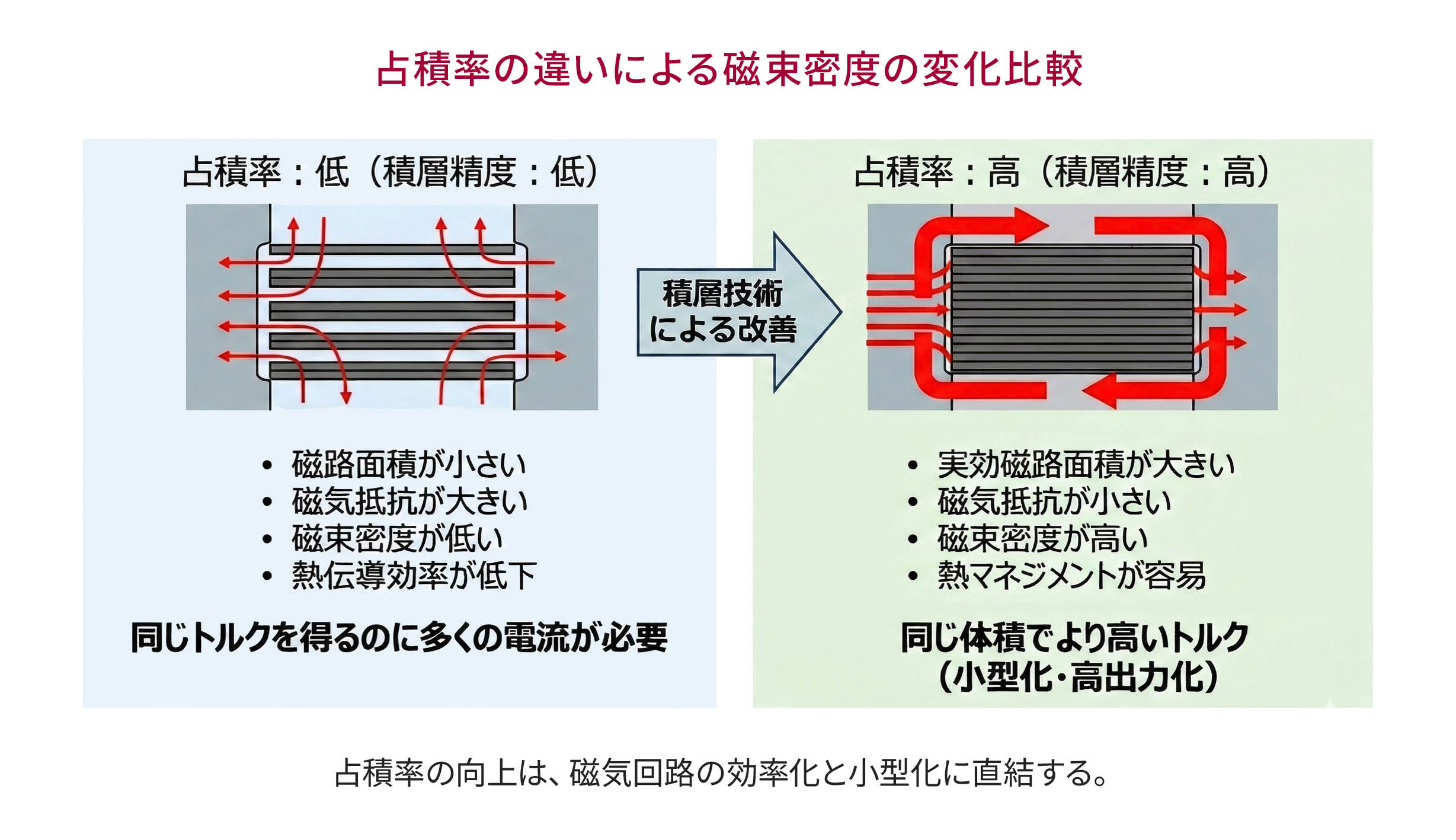
小型化と高出力化の両立には、限られた空間内の磁束密度を高める「限界設計」が求められます。
ここで重要になるのが、モーターコアの占積率です。積層された電磁鋼板の間に不要な隙間が生じると、磁気特性が低下するだけでなく、積層方向への熱伝導効率が著しく悪化します。これがモーターの発熱対策におけるボトルネックとなり、最終的な定格出力を制限します。
NVH特性を左右するコギングトルクと振動の発生源
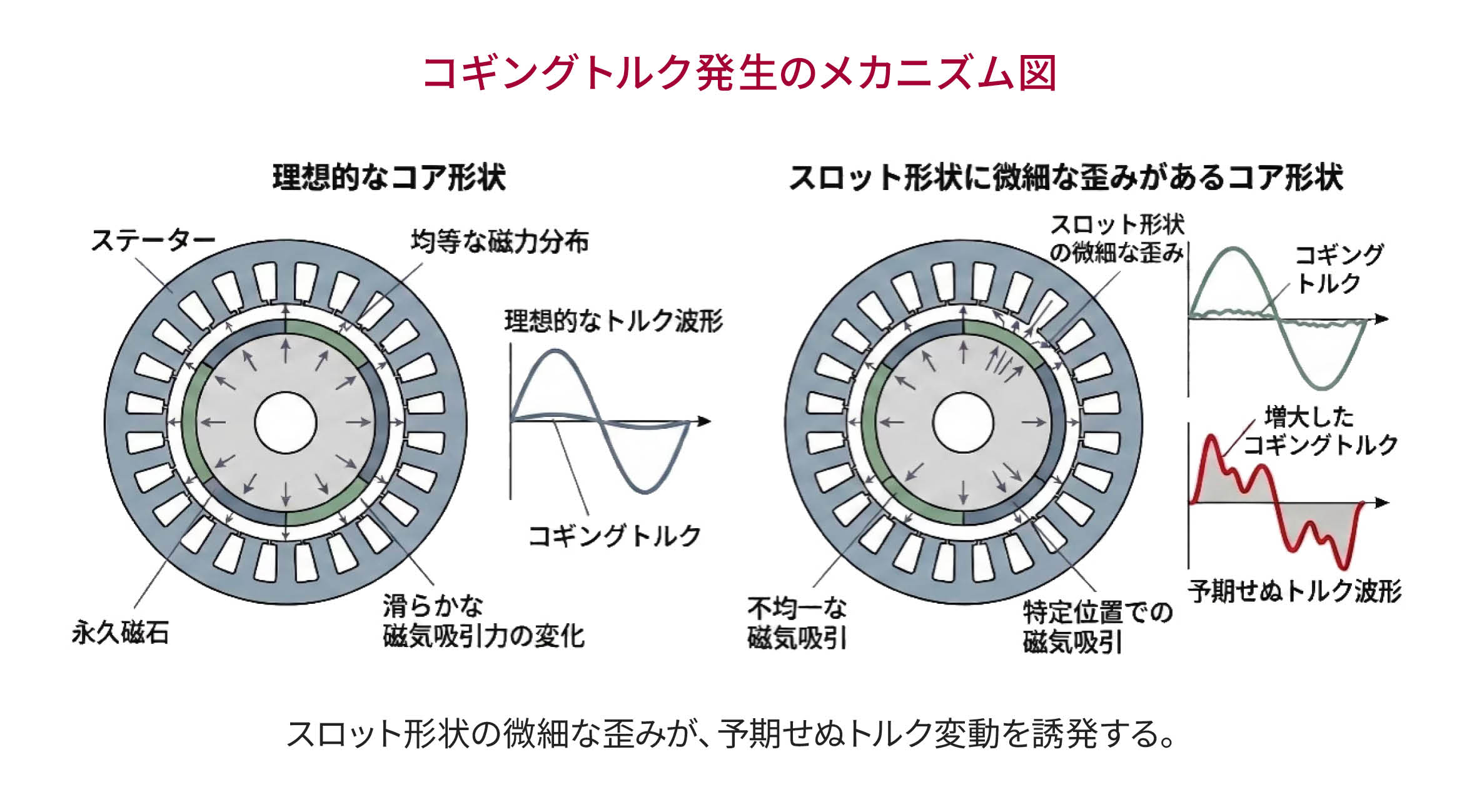
静粛性の追求において、モーター振動により発生する騒音の原因特定は不可欠です。
鉄芯(ステータ)と永久磁石の相互作用によって生じるコギングトルクは、トルクむらや振動を引き起こします。この抑制には、コアの形状最適化だけでなく、製造時の「形状再現性」が極めて高いレベルで要求されます。
プレス加工時に発生する「残留応力」という不可視の敵
多くの設計者が「最高級の電磁鋼板を選定したはずなのに、期待した効率が出ない」というジレンマを抱えています。このカタログスペックが現場で再現されない原因は、材料自体の特性ではなく、その後の「加工プロセス」に隠れています。
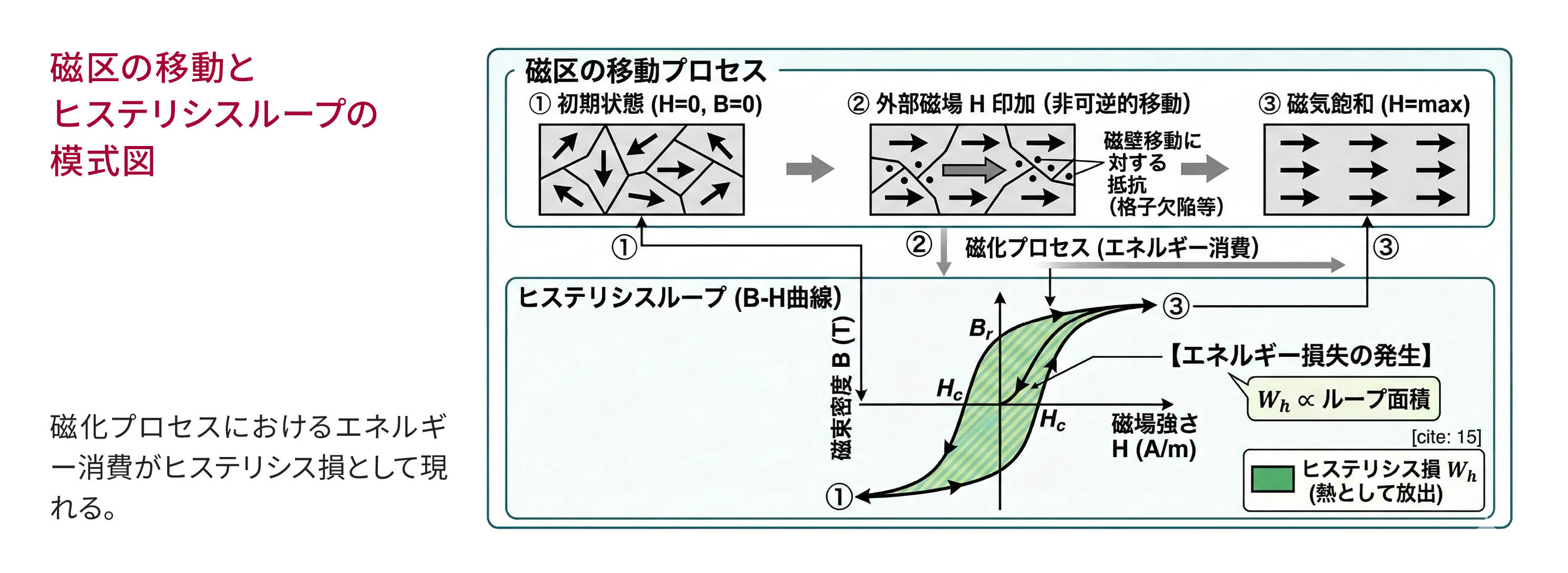
プレス加工において、磁気特性に与える最大の影響因子が残留応力です。金型による打ち抜き加工時、切断部近傍の金属組織には激しい塑性変形が生じ、格子欠陥が導入されます。
この格子欠陥が「磁壁」の移動を物理的に阻害するため、磁化するために必要なエネルギーが増大し、結果としてヒステリシス損が増大します。また、加工歪みは透磁率の低下を招き、磁気回路としての性能を著しく劣化させます。これが、カタログ値と実測値の乖離を生む「不可視の敵」の正体です。
剪断面の品質が渦電流損を加速させるリスク
プレス加工における「剪断面」の品質も無視できません。
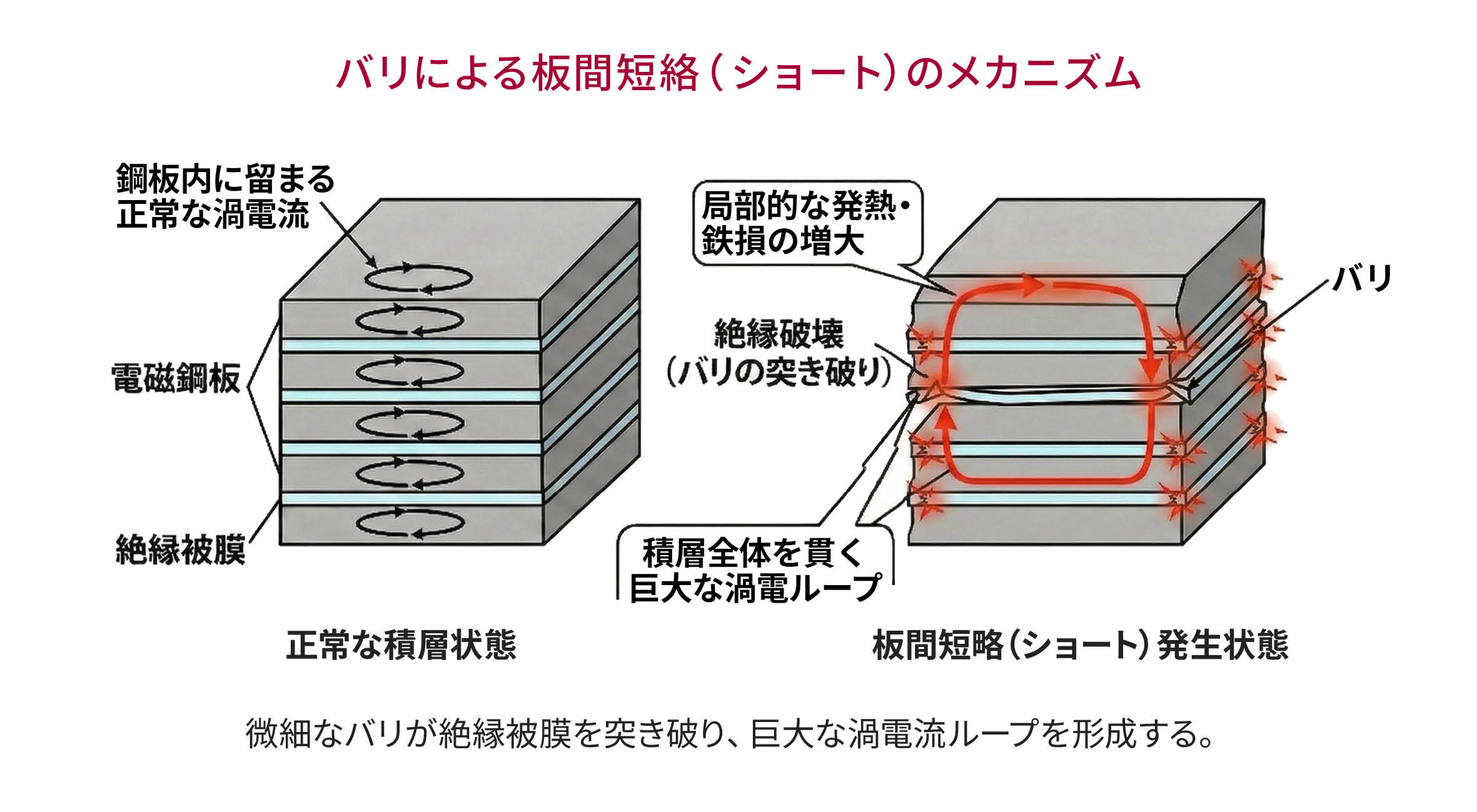
金型の摩耗やクリアランスの不適切な調整によって発生した大きな「バリ」や「ダレ」は、積層時に隣接する鋼板同士を物理的に接触させます。これにより板間絶縁が破壊され、本来個別の鋼板内に閉じ込められるべき渦電流が、積層全体を貫く巨大なループとなって流れてしまいます(板間短絡)。これが局部的な発熱とモーターの鉄損低減の失敗を招く直接的な原因となります。
次世代モビリティが要求する加工精度の新基準
電動化の波は、これまでの加工限界を一段階引き上げることを要求しています。
高周波駆動時の渦電流を抑えるため、電磁鋼板の薄板化が加速しています。現在、0.1mmの電磁鋼板やそれ以下の超薄板の採用が検討されていますが、これは加工難易度を飛躍的に高めます。
薄板になればなるほど、打ち抜き時の剛性が不足し、積層時の安定性(座屈や歪み)とのトレードオフが発生します。これを解決するには、従来のプレス技術の延長線上ではない、高度な薄板積層技術が必要不可欠です。
特にxEVのような分野では、極限の軽量化と高出力密度が求められます。ここでは材料強度の限界付近での設計が行われるため、積層・接合技術の信頼性がそのまま製品の安全性に直結します。
結論:効率向上への鍵は「材料」から「加工プロセス」の最適化へ
モーターの高効率化を阻む要因を紐解くと、その多くが製造工程、特にプレス加工における物理的変化に起因していることがわかります。材料選定はあくまでスタート地点であり、そのポテンシャルを100%引き出せるかどうかは、残留応力の制御やバリの抑制といった「加工プロセスの最適化」にかかっています。
設計思想をいかに物理的な現実に変換するか。後編記事では、この難題を解決する具体的な手段として、金型設計からプレス加工までを垂直統合した「一貫体制」がもたらす革新的なソリューションについて詳しく解説します。
後編記事はこちら
https://division.nagase.co.jp/mobilitysolutions/case-studies/motorcore-2