概要
軟質ウレタンフォームの一種
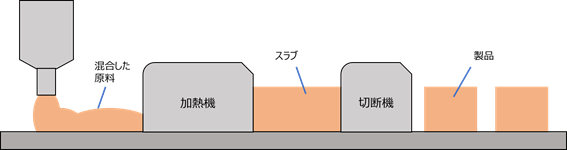
ソファーやシートのクッションとして使われる軟質ウレタンフォームですが、成形法によってスラブフォームやモールドフォームなどに分けられます。スラブ成形はポリオールやポリイソシアネート、触媒や整泡剤などを混ぜ込んだ原料混合物をモールド(型)に入れずに加熱機に流し込み、発泡硬化したウレタンフォームを切断等で成型する成形法です。加熱機からスラブ(長い厚板)として出てくるためこのような名が付けられました。一方のモールド成形は原料混合物を既定の型(モールド)に流し込んで成形し、型ごと加熱することで完成品の形状で硬化させる成形法です。モールド成形はその後の加工工程を最小限に抑えることができますが、型ごと加熱するため比較的複雑な設備が必要になります。
用途
スラブ成形はモールド成形を要さない単純な構造の製品を大量生産するのに適した成形法です。軟質ウレタンフォームは軟らかく接触するだけで変形するため、木材のように研磨したり、複雑な構造に切断したりすることができません。そのためスラブ成形は硬化後に複雑な加工を要しない寝具やソファー用クッションなど、大型で平坦なウレタンフォームの成形に使われます。一方のモールド成形はスラブ成形では加工できない複雑な形の成形に使われます。例えば自動車座席のクッション、椅子の手すりに使われるクッションなど、曲線形のフォームにはモールド成形が適しています。



スラブフォームの原料
| 分類 | 特徴 | 物質名 |
|---|---|---|
| ポリエーテル系 | 耐水性 柔軟性 |
PPG PTMGなど |
| ポリエステル系 | 耐油性 耐寒性 機械物性 |
PEP PCL PCDなど |
ポリエーテル系
スラブフォームを原料であるポリオールの種類で分類すると、ポリエーテル系とポリエステル系に分類することができます。ポリエーテル系フォームの化学的安定性は水に対して安定ですが、親油性であるため油で膨潤しやすい特徴があります。またポリエステル系よりも軟らかく、比較的経済的です。ポリエーテル系のフォームは耐水性が求められる部分に使われます。湿度が高い場所や水をこぼす可能性のある物に使用され、例えばベッド、家具、椅子や自動車座席のクッションとして使われます。
ポリエステル系
ポリエステル系はエステル基を有するポリオールを原料として使うもので、エステル基の性質上、加水分解しやすいため水に対する安定性はポリエーテル系に劣ります。しかし、エステル基に起因する極性や水素結合によって分子間の結びつきが強く、引っ張りや圧縮などの機械的な力に対する耐性は優れています。また、ポリエーテル系よりも親油性が低いため耐油性が強いのも特徴です。
原料メーカー
ポリエーテル系のポリオールはPPG(ポリプロピレングリコール)やPTMG(ポリテトラメチレングリコール)などがあり、ポリエステル系の場合はPEP(ポリエステルポリオール)などが使われます。PPGはプロピレンオキシドを開環重合して得られる物質で、分子量は重合度によって様々です。国内では三井化学SKCポリウレタン、三洋化成、AGC、ADEKA、日油が販売しています。
PTMGは単位当たりの炭素数がPPGよりも多く、PTMGを使うとPPGより柔軟性のあるフォームができます。三菱ケミカル、保土谷化学などが販売しています。 ポリエステル系フォームの原料として使われるPEPはジカルボン酸などのアルコールと反応する物質とアルコール類の重合反応によって合成される高分子です。PEPといっても使われるカルボン酸やアルコールには様々なものがあるため単一の物質ではありません。
ここで挙げたポリエーテル系、ポリエステル系のポリオールには様々なものがあり、分子量と分子構造は多種多様です。スラブフォームの製造時に数種類を併用することもあり、配合量と組成によって物性が変わるため、それを追求するのがウレタンフォーム開発の醍醐味と言えます。
官能基濃度による硬度変化
反応に使われるポリオールのOH基、ポリイソシアネートのNCO基を「官能基」と呼びます。1分子当たり、単位体積当たりの官能基の濃度が高いほど硬化時の結びつきが強くなり、スラブフォームの硬度が高くなる傾向があります。特にポリイソシアネートの影響が大きく、低分子量のイソシアネートを使うほど官能基濃度は高まるため、硬度は上昇します。
スラブフォームの製造
反応条件
原料となるポリオールやポリイソシアネート自体の種類以外にも、その他の原料や反応条件によって、製造されるスラブフォームの性質が変化します。アミン類は触媒として配合され、配合量が多いほどポリオールとポリイソシアネートの反応速度が上昇します。触媒は時間短縮のために使われますが、触媒量の変動によって硬化後の分子量が変わるため、硬化後のスラブフォームの物性が変わる可能性があります。触媒量を減らすと緩やかにじっくりと反応が進むため分子量が比較的大きくなり、密度が高い硬質寄りになります。
発泡剤の量もスラブフォームの密度に影響を与えます。水・クロロ物質などの発泡剤は量が多いほど発泡量が大きくなるため、完成後のフォームの空隙率が高くなり、低密度のフォームができます。工場の大気圧も密度の変動要因です。工場が高地にある場合、大気圧は低くなるため硬化時にフォームは発泡しやすくなります。この場合、より発泡することで完成するスラブフォームの密度が低下します。
フォームの加工
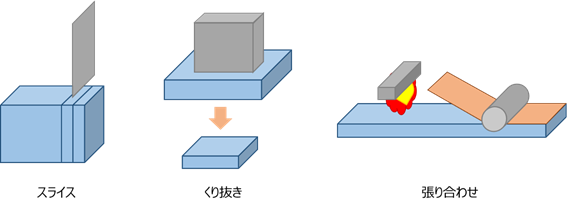
スラブフォームは連続生産であるため、コンベア上を流れるように生産されます。数m/分の速度で流れ、硬化後は加工用に数mから数十mの長さに切断されます。完成品を平べったくする場合は通常のカット手段でスライスされますが、マットレスでよくみられるような凹凸のある形にスライスしたい場合はホットワイヤなどで切断されます。スラブフォームに穴をあけたい場合は打抜き加工が施されます。日用品でウレタンフォーム自体を見かけることがないように、実際にウレタンフォームは布や革に覆われた状態で完成品になります。加工後のウレタンフォームは表面をバーナー等で溶解し、ローラーで布と張り合わせることで冷却後にくっつくようになります。
今後の成長性
軟質ポリウレタンスラブフォームの用途先はベッドやソファーなどのクッションです。特に東南アジアやアフリカなどの新興国では生活様式の欧米化によってベッド・ソファー類の需要が伸びると見られ、スラブフォームの需要は拡大し続ける見通しです。
まとめ
軟質ウレタンフォームのスラブ成形は単純構造かつ大量生産に適しています。原料として使われるポリオールなどの樹脂類の種類によってフォームの物性が変わるだけでなく、発泡剤や触媒の量によっても性質は変わります。硬化後のスラブは加工しやすい大きさに切断されたのち、スライスなどによって最終製品として使われる形状に加工されます。