- 電動化
型内カシメ接合とは。工程・メリット・課題を解説
電動化が進む自動車分野では、部品の軽量化や高精度化が重要なテーマとなっています。 その中で注目されているのが、金具と樹脂を同時に成形するインサート成形技術です。 本記事では、電気自動車部品向けのインサート成形の一種である型内カシメ接合についてカシメ接合の基本的な内容から実際の事例までを解説します。
カシメ接合とは
カシメ接合とは、部材の一部を塑性変形させて固定する接合方法で、溶接やねじ・ボルト、リベットと並ぶ代表的な接合技術の一つです。
それぞれの接合方法には特徴や適した用途があり、目的や条件に応じて使い分けられます。
溶接との違い
溶接は、金属同士を高温で溶かして一体化する接合方法です。
一方、カシメ接合は材料を溶かさず、塑性変形によって固定します。
そのため、溶接で発生しやすい熱ひずみや材質変化を抑えやすい点が特徴です。
また、異種材料の組み合わせでも接合しやすく、樹脂と金属の組み合わせにも対応できます。
ねじ・ボルト接合との違い
ねじやボルトによる接合は、締結部品を用いて部材を固定する方法です。
分解や再組立が容易である反面、部品点数が増え、緩み対策が必要になります。
一方、カシメ接合は部材そのものを変形させて固定するため、追加部品が不要です。
その結果、軽量化やコスト削減につながります。また、振動環境下でも緩みが発生しにくく、自動車部品など高い信頼性が求められる用途に適しています。
リベット接合との違い
リベット接合は、リベットと呼ばれる専用部品を用いて部材を締結する方法です。
リベットを挿入し、先端を変形させて固定します。
一方、カシメ接合は対象部品の一部を直接変形させるため、リベットのような専用部品を必要としません。
比較的、設計の自由度が高く、形状に応じた柔軟な接合設計が可能です。
それぞれの特徴を表にすると以下のようになります。
このカシメ接合の特徴を生かしながら樹脂と一体成形を行う方法が型内カシメ接合です。
型内カシメ接合とは
型内カシメ接合とは、金型内部でインサート部品を固定しながらカシメ加工と樹脂成形を同時に行う接合技術です。
金属部品をあらかじめ金型内に配置し、加圧によって塑性変形を与えて固定した後、その状態で樹脂を充填して一体成形します。
従来は、インサート成形の前に金属部品同士をカシメる工程を設けたり、成形後にねじやボルトで締結したりする必要がありました。
型内カシメ接合では、金型内で金属部品の位置決め・カシメ・樹脂成形を行うため、成形前後の締結工程や締結部品を削減できる場合があります。
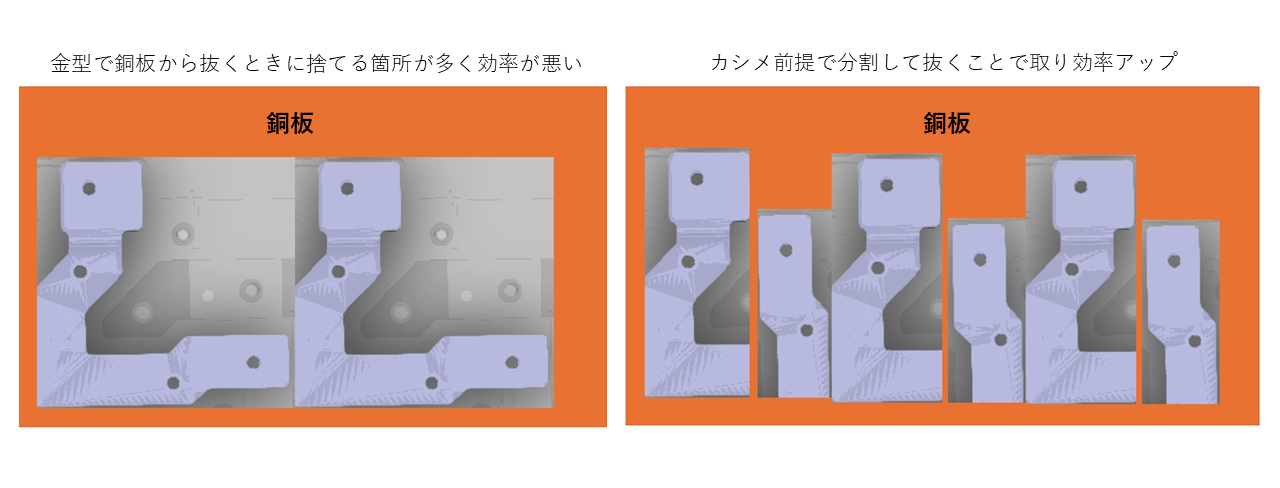
また、複雑な電流経路を必要とするバスバーに対して、あらかじめ複雑形状の一体部品として打ち抜くのではなく、比較的シンプルな形状の部品に分けて打ち抜き、金型内で必要な形状に組み合わせてカシメる設計も可能です。
これにより、材料の抜き効率を高めながら、樹脂で周囲を被覆することで接合部の保持強度や絶縁性の向上も期待できます。
型内カシメ接合の工程
型内カシメ接合は、複数の工程を金型内で連続して行う点に特徴があります。
代表的な工程の流れは以下のようになります。

インサート部品のセット
まず、金属端子や補強部材などのインサート部品を金型内の所定位置に配置します。
位置ずれが発生すると後工程の精度に影響するため、高い位置決め精度が求められます。
自動化設備を用いて安定した供給と配置を行うケースも多く、生産性と品質の両立が図られます。
また、部品形状やサイズに応じて保持機構を工夫し、成形時の移動や浮き上がりを防止します。
金型クランプ・加圧
インサート部品のセット後、金型を閉じてクランプし、内部に加圧を加えます。この工程では、部品が正しい位置で安定して保持される状態を作り出します。
加圧条件が不適切な場合、部品の変形や位置ずれが発生するため、金型構造や圧力制御が重要です。
カシメ形成(塑性変形)
加圧状態のもとで、金属部品の一部に荷重を加え、塑性変形によって固定部を形成します。
この工程により、インサート部品同士、あるいは樹脂との機械的な結合が得られます。
変形量や形状は接合強度に大きく影響するため、事前の設計検討と精密な制御が重要です。
樹脂充填(インサート成形)
カシメ加工が完了した状態で、金型内に溶融樹脂を流し込みます。
樹脂はインサート部品の周囲や隙間に充填され、冷却後に一体構造を形成します。
この工程では、樹脂の流動性や充填バランスが重要となり、適切なゲート設計や成形条件の設定が求められます。
冷却・取り出し
樹脂充填後は、金型内で冷却を行い、製品形状を安定させます。
十分に冷却された後、金型を開いて製品を取り出します。
この工程では、冷却時間が生産効率に影響します。また、取り出し時にインサート部品やカシメ部に負荷がかからないよう、離型機構の設計も重要です。
型内カシメ接合のメリット
型内カシメ接合は、工程統合によって多くの利点を得られる技術です。
ここでは型内カシメ接合のメリットを紹介します。
製造工程削減
型内カシメ接合では、従来は金型外で行っていたカシメ工程や、成形後のねじ締め工程を金型内の成形工程に取り込める場合があります。
これにより、工程間の搬送、位置決め、段取り、締結作業を削減し、生産リードタイムの短縮につなげることができます。
ただし、すべての加工工程が単純に少なくなるわけではありません。
たとえば、抜き効率を改善するためにバスバーを複数部品に分けて打ち抜く場合、部品ごとの打ち抜きや穴あけなどの加工が必要になることがあります。
そのため、型内カシメ接合のメリットは「加工工程そのものの単純な簡略化」ではなく、締結工程の削減、材料歩留まりの改善、組立精度の安定化を含めたトータルでの製造効率向上として評価することが重要です。
部品削減
カシメ接合では、ねじやボルト、リベットなどの締結部品を使用せずに固定できるため、構成部品を削減できる場合があります。
特に型内カシメ接合では、金属部品をカシメた後に樹脂で被覆・保持することで、締結部品を使わずに接合部の強度や位置安定性を確保しやすくなります。
また、複雑形状のバスバーを一体で打ち抜くと、材料の余白が大きくなり、抜き効率が悪化することがあります。
これに対して、比較的単純な形状の部品に分けて打ち抜き、金型内で要求形状に合わせてカシメ接合することで、材料歩留まりを改善できるケースがあります。
一方で、部品を分けることで追加の打ち抜きや穴あけ加工が必要になる場合もあるため、加工工程の簡略化だけでなく、材料費、締結部品の削減、組立工数、品質安定性を含めた総合的なメリットとして検討することが重要です。
品質安定
型内でカシメと成形を連続して行うため、工程間のばらつきを抑え、安定した接合品質を確保できます。
外部工程を介さないことで位置ずれや汚れの影響を受けにくく、再現性の高い生産が可能です。
また、金型内で制御することで、カシメ形状や樹脂充填状態を一定に保ちやすくなります。
その結果、不良の発生を抑え、品質管理も効率化できます。
軽量化
締結部品を削減できることに加え、必要最小限の材料で接合構造を設計できるため、製品を軽量化できます。
特に自動車分野では、軽量化が燃費や電力消費効率に直結します。
さらに、部品の一体化により無駄な肉厚や重複構造を見直しやすくなり、全体として効率的な設計ができます。
型内カシメ接合の課題
多くのメリットがある一方で、型内カシメ接合には設計や導入時に検討すべきポイントもあります。
金型設計の難易度が高い
型内カシメ接合では、カシメ加工と樹脂成形を同一の金型内で行うため、金型設計が複雑になります。
インサート部品の保持機構やカシメ形状を形成する構造、樹脂の流路設計などを総合的な検討が必要です。
また、各工程が相互に影響するため、設計段階での検証が重要になります。
精度と耐久性を両立した金型を設計するには、高度なノウハウが必要です。
材料に制約がある
カシメ加工では金属部品を塑性変形させるため、材料の延性や強度特性が重要です。
硬すぎる材料や脆性の高い材料では、安定したカシメ形状を得ることが難しくなります。
適切な材料選定を行わないと、接合強度や耐久性に影響が出るため、事前検討が重要です。
初期コストが大きくなることがある
型内カシメ接合を導入する際には、専用の金型設計や設備対応が必要となり、初期投資は、製品仕様や金型構造によっては高くなる場合があります。
特に複雑な金型構造を採用する場合、設計や製作にかかるコストと期間が増加します。
一方で、量産時には工程削減や部品削減によるコスト低減が期待できます。
そのため、導入にあたっては生産数量や長期的なコストバランスを踏まえた検討が重要です。
型内カシメ接合が活用できる電気自動車部品
型内カシメ接合は、電動化が進む自動車分野で活用が広がっています。
ここでは代表的な適用部品を紹介します。
パワーモジュールケース
パワーモジュールでは、大電流を流すためのバスバーを限られたスペース内に配置する必要があり、電流経路に合わせて曲げや分岐を持つ複雑形状が求められることがあります。
このようなバスバーを一体形状で打ち抜くと、材料の余白が大きくなり、抜き効率が悪化する場合があります。
型内カシメ接合を用いることで、バスバーを比較的単純な形状の複数部品として打ち抜き、金型内で要求される電流経路に合わせてカシメ接合する設計が可能になります。
これにより、材料歩留まりを改善しながら、成形時に樹脂で接合部を被覆・保持することで、位置精度や接合強度の安定化も期待できます。
また、従来であれば成形前のカシメ工程や成形後のねじ締め工程が必要となる場合でも、型内でカシメと樹脂成形を行うことで、締結部品や組立工程を削減できる可能性があります。
振動や熱環境下で使用されるパワーモジュールにおいて、接合部の緩みを抑えやすい点も重要な特徴です。
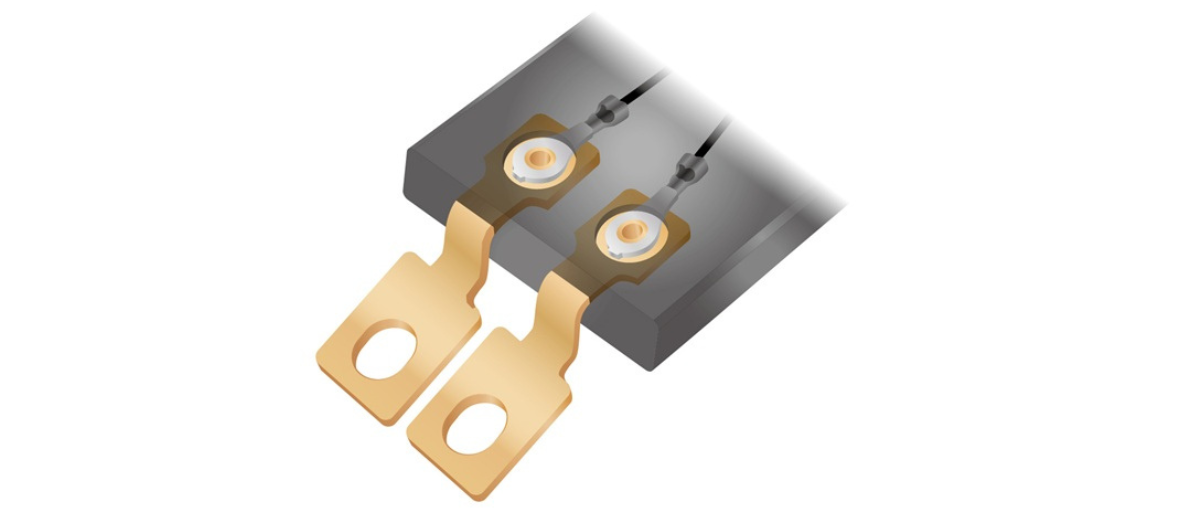
バッテリー切断ユニット
バッテリー切断ユニットでは、大電流を扱うため接合部の信頼性が重要です。
型内カシメ接合は、異種材料を確実に固定しながら一体成形できるため、振動環境下でも緩みにくく、高い接合信頼性を確保できます。
インバータ・モーター端子台
インバータやモーターの端子台では、複数の端子を一体化する構造において、型内カシメ接合は部品点数を抑えながら強固な接合を実現できます。
特に振動や熱負荷がかかる環境においても、安定した接合状態を維持できる点が評価されています。
電気自動車部品向けインサート成形技術ならNAGASE Mobility
電動化が進む自動車分野では、軽量化や高信頼性を実現するための接合技術が重要視されており、型内カシメ接合は、工程集約と高精度化を両立できる有効な手法の一つです。
パワーモジュールケースやバッテリー切断ユニットのように、高い電気的信頼性や機械的強度が求められる部品では、接合技術と成形技術を一体で検討することが重要です。
特に量産を前提とした開発では、性能だけでなく、製造性や品質の安定性まで含めた設計が重要です。
NAGASE Mobilityでは、型内カシメ接合をはじめとしたインサート成形技術を活用し、複雑形状部品や複数工程を伴う部品に対して、量産を見据えた設計提案から伴走支援を行っています。
パワーモジュール向けインサート成形技術とは。課題と解決策・適用事例を解説
単なる成形・接合技術の提供にとどまらず、用途や要求特性に応じた最適な金属・樹脂材料の選定、カシメ形状や金型構造の最適化、さらには量産立ち上げを見据えた加工プロセス設計まで、一貫したソリューションを提供可能です。
図面や仕様をご提示いただければ、用途や課題に応じた最適なご提案をいたします。
電気自動車部品向けの型内カシメ接合のご相談は、ぜひお気軽にお問い合わせください。