- 電動化
パワーモジュール向けインサート成形技術とは。課題と解決策・適用事例を解説
車載電動化の進展により、パワーモジュールには小型化や低インダクタンス化、高い信頼性といった要求が一段と高まっています。 一方で、部品点数や工程が増えるほどコストや品質のばらつきリスクも大きくなります。 本記事では、こうした課題を解決する手段の一つとして「インサート成形技術」について紹介します。 パワーモジュールの基礎から、代表的な工法、適用事例までを分かりやすく解説します。
パワーモジュールとは
パワーモジュールとは、電力変換や電力制御を担うパワー半導体を中心に、配線・絶縁・放熱・筐体機能を一体化した電子部品です。
近年は車載電動化や再生可能エネルギーの普及により、高効率・高信頼性・小型化を同時に実現するデバイスとして重要性が高まっています。ここでは、パワーモジュールの主な用途、役割、構成要素について解説します。
用途
パワーモジュールの代表的な用途としては、電気自動車(EV)やハイブリッド車(HEV)のインバータ、産業用モータドライブ、エアコンや冷蔵庫などの家電機器、太陽光発電や風力発電のパワーコンディショナなどが挙げられます。
これらの分野では、高電圧・大電流を効率よく制御することが求められ、個別部品の組み合わせではなく、信頼性の高いモジュール化が不可欠です。
特に車載用途では、小型・軽量でありながら厳しい温度環境や振動条件に耐える性能が求められています。
役割
パワーモジュールは主に以下のような役割で利用されます。
電力変換:直流(DC)と交流(AC)の相互変換や、電圧・電流の変換
電力制御:スイッチング動作により電流のオン・オフを高速かつ高精度に制御
高効率化・省エネルギー化:エネルギーロスを抑え、システム効率を高める
信頼性の確保:電気接続、絶縁、放熱を一体化し、安定した動作を実現
モジュール化することで、電気特性のばらつきを抑え、設計の簡略化や実装工数の削減にも貢献します。
システム全体の性能と信頼性を左右する中核部品と言えます。
構成要素
パワーモジュールは、パワー半導体を中心に「電気をつなぐ」「絶縁する」「熱を逃がす」「外部から保護する」ための部材を一体化した構造です。代表的な構成要素は以下のとおりです。
これら多様な部材を高精度に一体化する技術が、パワーモジュールの性能を大きく左右します。
パワーモジュールの課題
パワーモジュールは高効率な電力変換を実現する一方で、性能向上と製造性、信頼性を同時に満たすことが重要です。
特に車載・産業用途では、限られたスペースや厳しい環境条件の中で、以下のような複数の技術課題をバランスよく解決する必要があります。
小型・軽量化
車載用途では搭載スペースが限られており、モジュールの大型化は車両設計の自由度を制限します。
また、重量増加は燃費性能や航続距離にも影響を与えます。
そのため、部品点数の削減や高密度実装、薄型構造の採用が進められています。
一方で、放熱性や絶縁距離を確保しながら小型化を進める必要があり、設計難易度が高い点が課題です。
低インダクタンス化
高速スイッチング動作が進む中で、配線インダクタンスの低減が重要な課題となっています。
特にSiCなどの次世代パワー半導体では、寄生インダクタンスによるサージ電圧やノイズの発生が問題になります。
これらは素子の誤動作や信頼性低下の原因となるため、バスバーや配線レイアウト、接合構造の最適化が不可欠です。電気特性を改善しながら、構造の複雑化や製造ばらつきを抑える設計が求められています。
工数削減
パワーモジュールは多くの部品で構成されており、組立や接合、検査工程が多くなりがちです。
その結果、製造工数の増加やコスト上昇、品質ばらつきのリスクが生じます。
特に手作業工程が残る場合、生産性や再現性の確保が課題となります。
このため、部品の一体化や工程集約、後工程を削減する構造設計が重要です。
製造工程を簡素化しながら品質を安定させる技術が求められています。
放熱設計
パワーモジュールでは大電流・高周波動作により多くの熱が発生します。
この熱を適切に放散できない場合、素子温度の上昇によって性能低下や寿命短縮が起こります。
そのため、限られたスペースの中で効率的に熱を外部へ逃がす放熱設計が必要です。
空冷や水冷など冷却方式の選定に加え、熱抵抗を低減しつつ構造を複雑化させない工夫が求められます。
信頼性向上
パワーモジュールは電気自動車(xEV)をはじめ、産業機器や再生可能エネルギー関連設備など、高い信頼性が前提となる機器に搭載されます。
そのため、長期使用を想定した耐久性だけでなく、「製造時に品質がぶれないこと」自体が重要な要件になります。
特に多部品構成のまま工程が増えるほど、組付けや位置決め、接合条件のばらつきが生じやすく、性能差や不具合リスクにつながります。
パワーモジュールに適したインサート成形技術
パワーモジュールに求められるこれらの課題は、個別の部品改良だけで解決できるものではなく、構造や接合、製造プロセスを含めた全体最適が不可欠です。
その有効な手段の一つが、樹脂成形と部品組み込みを同時に行うインサート成形技術です。
ここでは、パワーモジュールに適したインサート成形技術をご紹介します。
型内カシメ接合
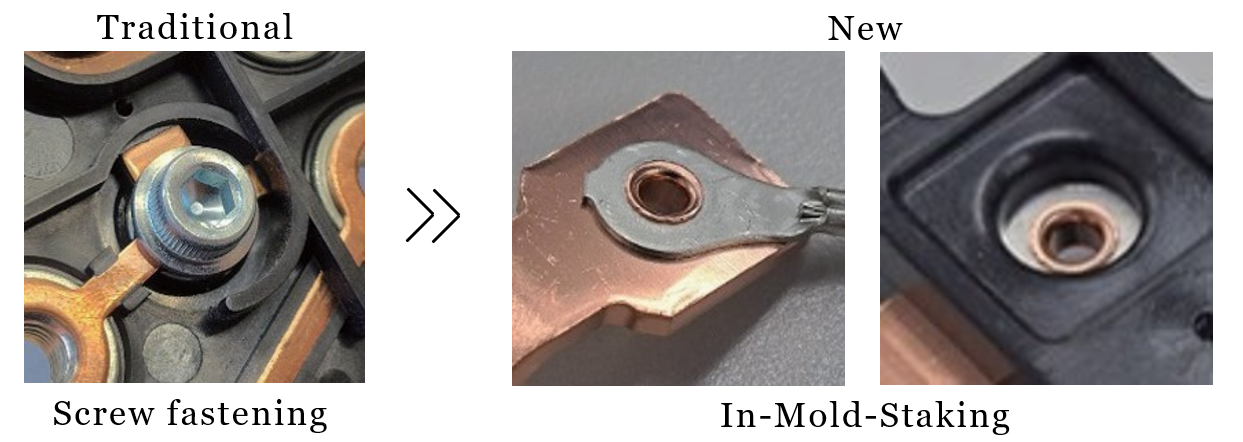
型内カシメ接合は、金属部品などを金型内にセットし、樹脂成形と同時にカシメ加工を行うインサート成形技術です。
成形工程の中で部品同士を機械的に固定するため、成形後にボルトやナットを用いた締結工程を設ける必要がありません。
これにより、部品の位置決めから接合までを一工程で完結でき、安定した品質での量産が可能になります。
詳細はこちら:型内カシメ接合とは。工程・メリット・課題を解説 |NAGASE Mobility|長瀬産業株式会社
型内タイバーカット
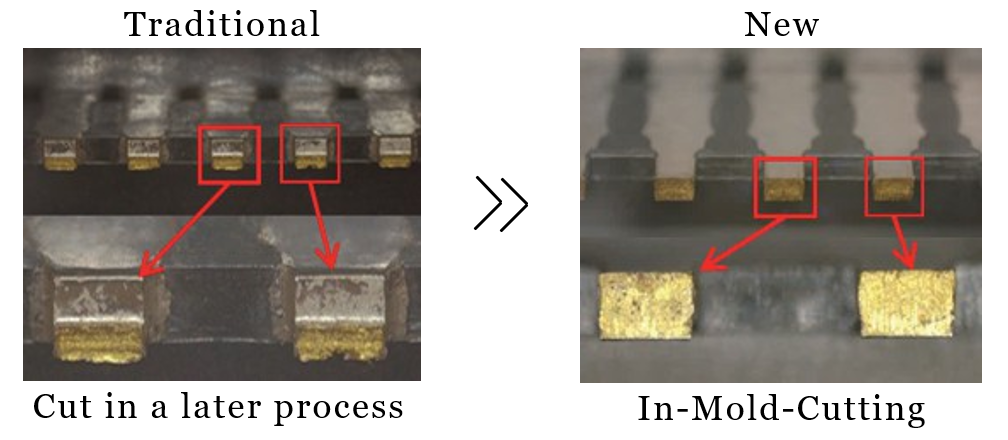
型内タイバーカットは、成形金型の中でタイバー部の切断加工を同時に行うインサート成形技術です。
通常は成形後に別工程で行われるタイバーカット工程を、成形工程内に取り込むことで、後工程の削減が可能になります。
工程数が減ることで段取りやハンドリングが簡素化され、作業起因によるばらつきや工程内不良の発生を抑えられます。
詳細はこちら:型内タイバーカットとは。工程・メリット・課題から適用部品までわかりやすく解説|NAGASE Mobility|長瀬産業株式会社
先曲げナットのホルダー化
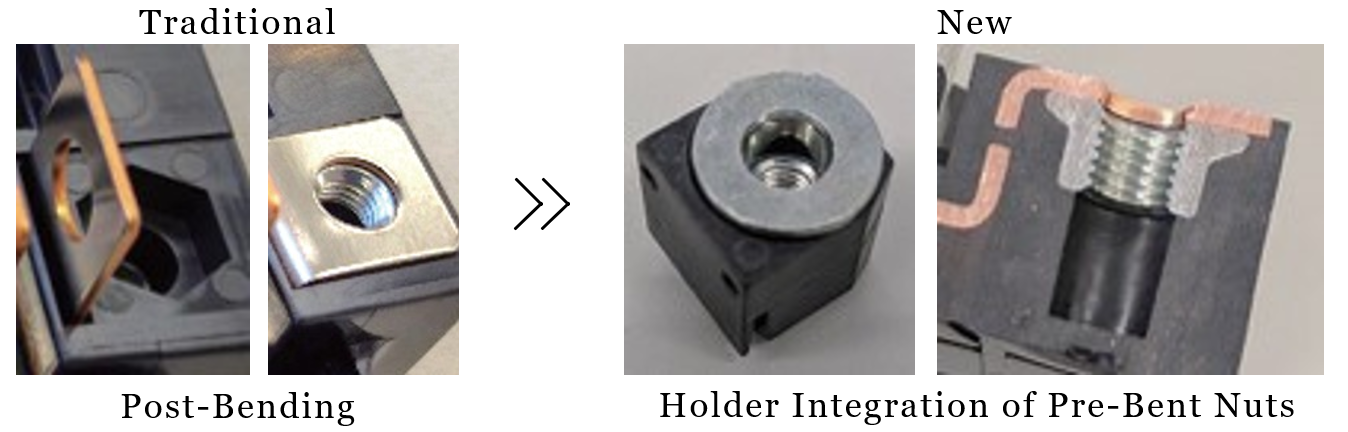
先曲げナットホルダー化は、ナットを保持する金属部材をあらかじめ曲げ加工した状態で金型内にセットし、インサート成形によって樹脂と一体化する技術です。
成形後に行っていた後曲げ工程を不要とすることで、後工程の削減につながり、工程内不良の発生リスクも低減できます。
また、コストの高い袋ナットを貫通ナットに変更できることや、成形品のランナーを工場内で粉砕し、リサイクルした樹脂を使用できるというメリットもあります。
詳細はこちら:ナットのホルダー化とは。工程・メリット・課題から適用部品まで徹底解説|NAGASE Mobility|長瀬産業株式会社
プレスフィット基板一体化インサート
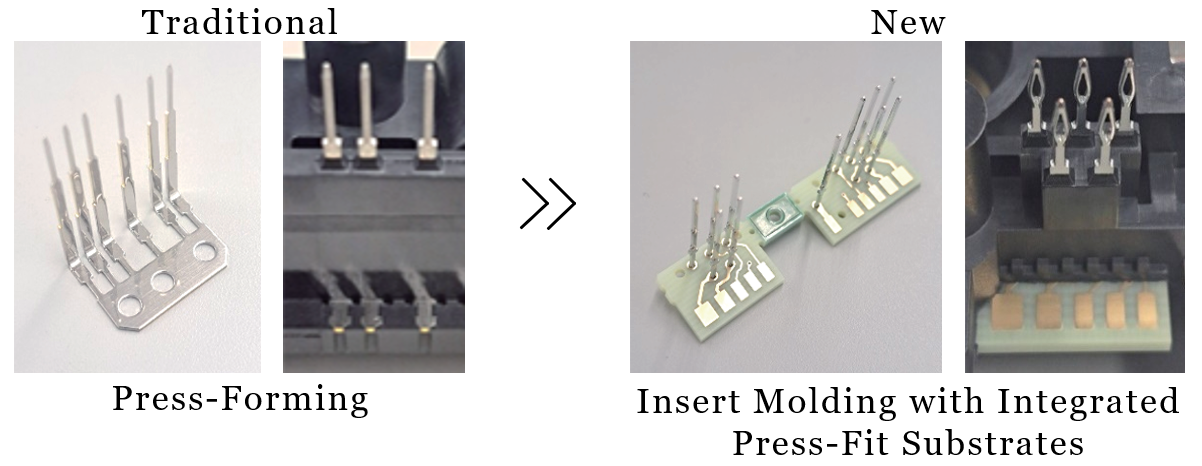
プレスフィット基板一体化インサートは、基板と信号端子を金型内に配置し、プレスフィット構造を用いて樹脂成形と同時に一体化する技術です。
はんだ付けや個別組立を必要とせず、安定した接触品質を確保しながら基板実装を行うことができます。
成形工程と組立工程を統合できるため、工数を削減できます。
プレスフィットピンは、本来横に並列しているピンを、基板にはめ込むことで、前後に配置が可能になります。
そのため、配線レイアウトの小型化、設計自由度の向上にもつながります。
コアインサート
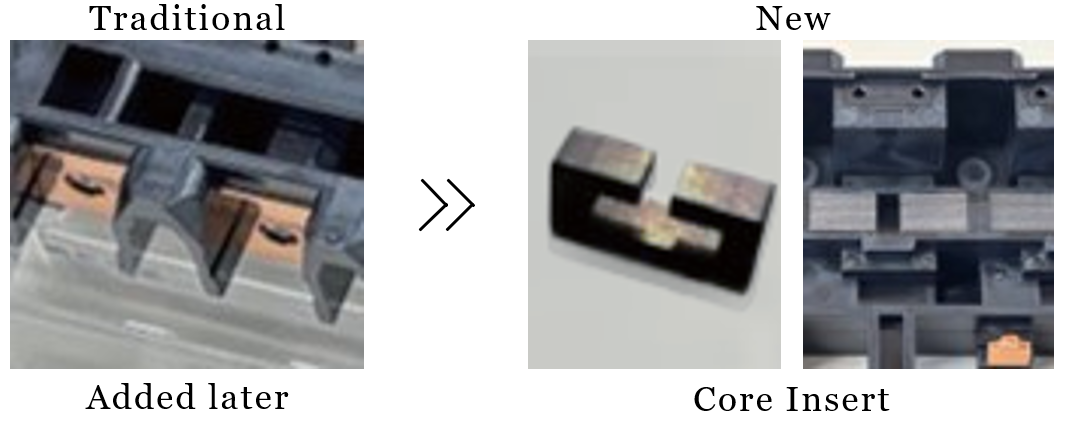
コアインサートは、巻きコアや積層コアなどの磁性部材を金型内に配置し、樹脂成形と同時に一体化するインサート成形技術です。
従来は成形後にコアを後付けする必要があり、位置決めや固定のための工程や部品が発生していましたが、型内で一体化することでこれらの作業を不要にできます。
また、コアをあらかじめ最適な位置に配置した状態で成形できるため、余分なスペースを削減でき、モジュール全体の省スペース化が可能になります。
水冷パイプインサート
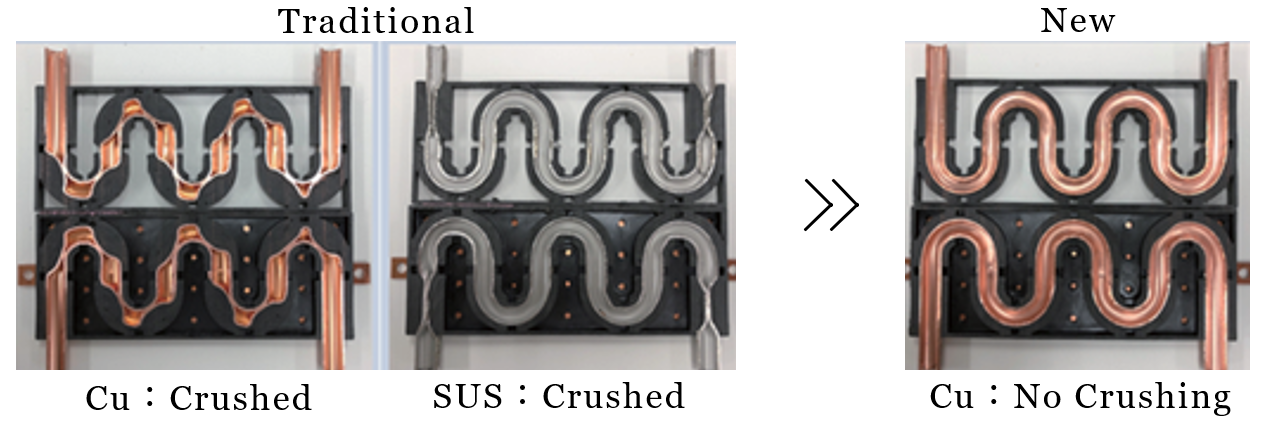
水冷パイプインサートとは、冷却用の水冷パイプを金型内に配置し、樹脂成形と同時に一体化するインサート成形技術です。
ヒートシンクや水冷配管の後付けにかかるコストを低減できるとともに、冷却部材と樹脂部品の密着性が高まり、効率的な熱伝達が可能になります。
大型カシメ接合

大型カシメ接合は、厚みのある金属部材や大型部品を対象に、プレス加工によるカシメ接合をインサート成形と組み合わせて一体化する技術です。
従来は厚物部材に対して個別のプレス工程や締結工程が必要でしたが、成形工程内でカシメ接合まで行うことで、工程を集約できます。
また、確実な面接触を形成できるため、接触抵抗を低く安定して維持でき、大電流が流れる部位でも信頼性の高い電気接続が可能です。
低インダクタンスバスバーインサート
低インダクタンスバスバーインサートは、極薄構造のバスバーと絶縁材を組み合わせ、インサート成形によって一体化する技術です。
バスバー間の距離や配置を最適化した状態で成形できるため、薄型でありながら必要な絶縁性能を確保できます。
詳細はこちら:積層バスバーの低インダクタンス化を実現するインサート成形技術|NAGASE Mobility|長瀬産業株式会社
パワーモジュールへのインサート技術適用事例
ここでは、パワーモジュールにインサート成形技術を適用することで、加工プロセスの効率化や電気性能の向上を実現した具体的な事例を2件ご紹介します。
型内カシメで加工プロセスを効率化し、高性能化を実現
1件目は加工プロセスの効率化に関する事例です。
xEV関連部品では大電流・高電圧化が進む中で、センサー端子と銅製バスバーを安定して高導電に接合できる技術のニーズが高まっていました。
ところが、メッキ追加や抵抗溶接で対応しようとすると、加工プロセスが増えるうえ、点状接合になりやすく導電性のばらつきに対する懸念がありました。
そこで採用したのが、インサート成形技術の一つである型内カシメ接合です。
金型内で端子とバスバーを面でカシメ接合し、そのまま一体成形することで、成形時の圧縮効果により密着度がさらに向上しました。
結果として、導電性が安定し、部品としての堅牢性と電気的性能も向上しました。
さらに、追加の加工プロセスが不要になるため、工程削減によるコストメリットを織り込んだ設計まで実現できました。
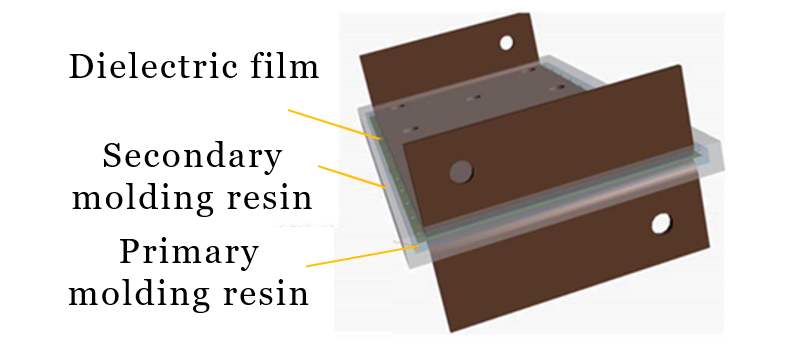
バスバーと絶縁フィルムの一体成形による低インダクタンス化
2件目は「低インダクタンス化」に関する事例です。
パワー半導体の高性能化でスイッチングロスは減っていく一方、次の改善点として、電流変化で生じるインダクタンス由来の損失を抑えることが重要になっていました。
そこで、インサート成形技術の「バスバーと絶縁フィルムの一体成形(低インダクタンスバスバーインサート)」を適用しました。
Positive/Negativeバスバーを絶縁を保ったまま近づけるため、従来の樹脂充填では難しかった0.1mm級のバスバー間距離を実現しました。
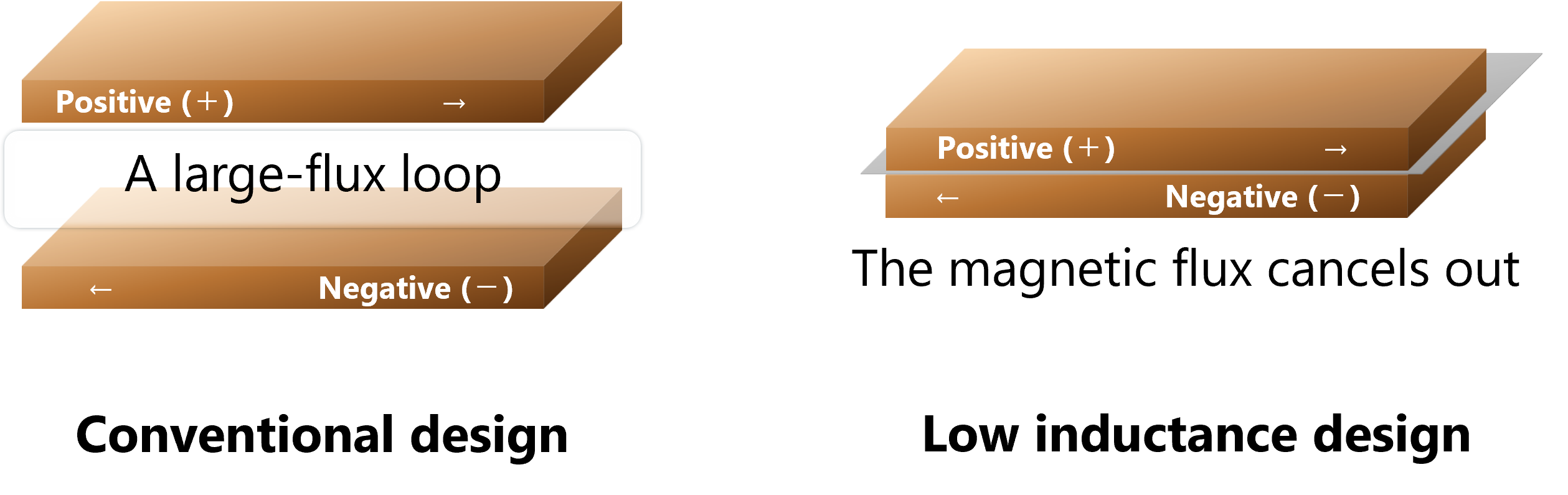
フィルム周囲に樹脂の額縁を設けて位置ずれ・破損も防ぎ、信頼性を維持しながら損失を低減できたことで、電費向上につながる設計が可能になりました。
詳細はこちら:積層バスバーの低インダクタンス化を実現するインサート成形技術|NAGASE Mobility|長瀬産業株式会社
パワーモジュール向けインサート成形ならNAGASE Mobility
パワーモジュールに求められる小型化・低インダクタンス化・工数削減・放熱性・信頼性といった課題に対し、インサート成形技術は有効な解決手段の一つです。
NAGASE Mobilityでは、型内カシメ接合や低インダクタンスバスバーなどのインサート成形技術そのものだけでなく、用途や要求特性に応じた最適な樹脂材料の選定、量産を見据えた加工方法の検討、さらには安定供給を支えるサプライチェーンの構築まで含め、技術面から量産立ち上げまで一貫したソリューション提供が可能です。
パワーモジュール向けのインサート成形技術に関することなら、構想段階のご相談から量産対応まで、ぜひNAGASE Mobilityへお問い合わせください。